Chloroprene rubber
Introduction:
It is the first synthetic rubber developed commerically.In terms of consumption polychloroprene has become a most important speciality rubber for non tyre application
Special properties: excellent flame resistance
Properties:
Good ozone resistance
Good flame resistance
Good flame resistance
History if CR
The polychloroprene story started in 1925 with the synthesis of the monomer.
1938- DuPont began marketing the polymer as neoprene.
1940- Development of copolymer with sulfur made
1950- Soluble sulfur free mercaptan modified grades were introduced.
1960- pre cross-linked grades were developed
1970- improved. Pre cross-linked grades were developed.
1980- xanthogen disulfide grades were developed
1990- Newly developed M and XD grades combining low Temperature flexibility, heat resistance and dynamic properties as well as low fouling.
The major Manufacturers of Chloroprene rubber are
1. Denka
2. Neoprene
3. Bayprene
4. Tosch
CROSS REFERENCE OF POLYCHLOROPRENE GRADES
Lanxess
DuPont
Denki
TOSOH
Distugil
Baypren
Neoprene
Denka Chloroprene
Skyprene
Butachlor
General Purpose
110
WRT
S40V
B-5
MC-10
111
112
WX
S40/41
B-10
MC-20
210
W
M40/41
B-30
MC-30
211
WM-1
M-30/31
B-31
MC-31
230
WHV
M100/120
Y-31
MH-31
WHV-100
M130H
Y-30
MH-30
WD
DCR-30
Pre-crosslinked grades
214
WB
EM30/40
Y-20E
ME-20
115
TRT
ES40
E-20
DE102
215
TW
MT-40
E-33
DE302
TW100
MT100
DE305
Sulfur modified grades
510
GW
DCR40
SC202
610
GRT
PS-40
R-10
SC-10
611
GRT-M1
GNA
PM-40
Adhesive grades
320
AD 20
A90
G-40S
330
AD 30
A100
G-40T
340
AD40
A 120
G-40S3
321
AC-S
TA85
G41H
MA41H
331
AC-M
TA95
G41K
MA41K
Lanxess
DuPont
Denki
TOSOH
Distugil
Baypren
Neoprene
Denka Chloroprene
Skyprene
Butachlor
General Purpose
110
WRT
S40V
B-5
MC-10
111
112
WX
S40/41
B-10
MC-20
210
W
M40/41
B-30
MC-30
211
WM-1
M-30/31
B-31
MC-31
230
WHV
M100/120
Y-31
MH-31
WHV-100
M130H
Y-30
MH-30
WD
DCR-30
Pre-crosslinked grades
214
WB
EM30/40
Y-20E
ME-20
115
TRT
ES40
E-20
DE102
215
TW
MT-40
E-33
DE302
TW100
MT100
DE305
Sulfur modified grades
510
GW
DCR40
SC202
610
GRT
PS-40
R-10
SC-10
611
GRT-M1
GNA
PM-40
Adhesive grades
320
AD 20
A90
G-40S
330
AD 30
A100
G-40T
340
AD40
A 120
G-40S3
321
AC-S
TA85
G41H
MA41H
331
AC-M
TA95
G41K
MA41K
CR grades
CR grades are classified based on the following types
1.Mooney viscosity :
Mooney viscosity is determined by the molecular weight.
Low to high . i.e 20 to 140 ML4/100 C.
Low viscosity for ease of Processing, good flow properties.
High Viscosity for improved strength, High loading capability.
2. Crystallization rate
CR crystallization rate classified as fast, medium and slow or very slow.
Slow: Slow for Items requiring long term stability,like bridge,bearing pads, etc.
Medium- For general goods like hoses, moulded items etc.
Fast- Specially for Contact Adhesives.
1.Mooney viscosity :
Mooney viscosity is determined by the molecular weight.
Low to high . i.e 20 to 140 ML4/100 C.
Low viscosity for ease of Processing, good flow properties.
High Viscosity for improved strength, High loading capability.
CR crystallization rate classified as fast, medium and slow or very slow.
Slow: Slow for Items requiring long term stability,like bridge,bearing pads, etc.
Medium- For general goods like hoses, moulded items etc.
Fast- Specially for Contact Adhesives.
3.Gel Content( Pre Crosslinked )- Reduced Nerve, Smoother and faster extrusion and calendering.
Polymerised CR consist of four types of isomers but their composition rates vary depending on the polymerization condition.When CR has many trans 1-4 structure it crystallizes easily.
Grades with high crystallization is used as rubber adhesives.
4. CR is classified into the following based on the modified grades are.
1.Mercaptan modified
2. Sulfur modified
3.Xanthane modified
4.Pre crosslinked modified.

2. Sulfur modified
3.Xanthane modified
4.Pre crosslinked modified.

1. Mercaptan Modified:
This group contains non pre cross-linked, sulfur free, soluble homo co polymer.
2. Sulfur Modified:
Sulfur modified type is unique because it's molecular weight can be easily reduced through mastication.It is obtained by co polymerization of chloroprene with small amount of sulfur followed by peptization of the resulting co polymer in the presence of tetra alkyl thiuram disulfide.
Sulfur modified type is unique because it's molecular weight can be easily reduced through mastication.It is obtained by co polymerization of chloroprene with small amount of sulfur followed by peptization of the resulting co polymer in the presence of tetra alkyl thiuram disulfide.
Characteristics of sulfur modified
* Mooney viscosity can be reduced through mixing.
* Greater tear strength
* Superior adhesion to fibres, steel cord etc.
* Generates less dynamic heat
* However the heat resistance is inferior to that of mercaptan modified.
3.Xanthane Modified:
The xanthane modified type produces vulcanized product possessing a high level of mechanical strength due to its active polymer molecule terminal.
It can also be designed using inexpensive blends based on high loading formulation because this also offers high anti vibration performance.
The xanthane modified type produces vulcanized product possessing a high level of mechanical strength due to its active polymer molecule terminal.
It can also be designed using inexpensive blends based on high loading formulation because this also offers high anti vibration performance.
4.Pre crosslinked grades:
It is particularly suitable for extruded and calendared grades.
Selection of Compound Properties
versus CR Grades
Desired Property Grades
Grades
Optimum processing
Grades of low viscosity, precrosslinked grades
Best mastication
S-grades
Best tackiness
S-grades; grades of low crystallization tendency
Best green strength
Medium fast crystallizing
grades, high viscous grades
Highly extended compounds
Grades of high viscosity; XD-grades
Best extrudability
Precrosslinked grades
Selection of Compound Properties
versus CR Grades
Desired Property Grades
Grades
Optimum processing
Grades of low viscosity, precrosslinked grades
Best mastication
S-grades
Best tackiness
S-grades; grades of low crystallization tendency
Best green strength
Medium fast crystallizing
grades, high viscous grades
Highly extended compounds
Grades of high viscosity; XD-grades
Best extrudability
Precrosslinked grades
Compounding:
ZnO and MgO
- CR can be crosslink ed by metal oxides alone.
- Zinc oxide (ZnO) and magnesium oxide (MgO) are the most frequently used metal oxides;
- lead oxides are used instead for optimal water,acid alkaline resistance.
- In the absence of zinc oxides the rheometer curve is rather flat.
- Although the state of cure is increased, the crosslinking density remains low if zinc oxide is used alone.
- Best results are obtained with a combination of zinc oxide and magnesium oxide.
- There is a tendency to ‘‘marching modulus’’ characteristics if high levels of both metal oxides are used.
- The combination of 5 phr ZnO and 4 phr MgO is particularly favorable.
| Red lead | |||||||||
| |||||||||
| |||||||||

Carbon Black:
CB are preferred for processing and properties, Neoprene does not need high reinforcement,
- HAF- For high abrasion Resistance ,MT- It is used for the soft compounds.
- The most highly reinforcing blacks N110 (SAF) or (ISAF) can, under optimized mixing conditions, give the best tensile and tear strength values, dispersion difficulties in practice lead to N330 (HAF) or N326 (HAF-LS) being the finest particle carbons generally use.
- For most applications, N550 (FEF), N683 (APF), N660 (GPF), N772 or 774 (SRF) or N990 (MT) blacks, or blends, enable specification and service requirements to be met. N550, N683 or N660, alone or blended with N772 or N774 are preferred for extrusion or calendering Application.
- Where requirements permit, economical compounds may be prepared using high loadings of N772 orN774 or N660 blacks, with significant levels of plasticizer.
- Alternatively, blends of N772 or N774 with mineral fillers such as china clay or whiting can be considered where compression set and physical property requirements are modest.
Fillers
- Precipitated Silica- 10- 15 phr for improved tear strength.
- Precipitated silica, preferably with up to 3 parts triethanolamine or other dispersing aid if used at high levels, gives the highest levels of tensile strength, elongation and tear resistance.
Calcined clay- Electrical application, coloured compounds Calcined clays are used for best compression set and electrical properties.
Calcium carbonate- Low cost
- Talc- Coloured extrusion compounds.e most commonly used mineral fillers in Neoprene are precipitated silica, calcium silicate, china clay and whiting.
- Hydrated alumina may be incorporated to raise ignition temperatures and limiting oxygen index values.
- Platy talc may be incorporated for good extrusion and electrical properties.
- China clays may be hard or soft depending on the degree of reinforcement and loading required.
- Whiting finds limited use as a cheap non-reinforcing filler but it adversely affects weather resistance. If used, a stearate coated precipitated grade is preferable.
Processing Aids:
Processing aids include lubricants, tackifiers, and agents for controlling viscosity and nerve. Stearic acid, microcrystalline waxes, and low-molecular weight polyethylenes make good lubricants.
Hydrogenated rosin esters and
coumarone indene
resins are preferred as tackifiers. Viscosity modification may be achieved in either direction.
Plasticizers:
- Mineral Oil- Low cost
- Naphthenic Process oil, compatible Upto 15 Phr
- Aromatic oil Preferred for good building tack, inhibits crystallisation but limits low temperature flexibility and it will discolour and can stain on contact. Ester- relatively expensive
- Best low temperature flexibility but encourage crystallization, reduce physical properties and ozone resistance, Light colored and do no stain .Volatility may be a problem, DOS is best for Low Tg
- Vegetable Oils Such as rapeseed - good low temperature properties, excellent heat resistance.
- The plasticizers and softeners most often used in neoprene are low-cost petroleum derivatives. Amounts ranging from 10 to 20% by weight of the filler loading are usually required for processing reasons alone.
- . When the total amount of petroleum plasticizer fails to exceed 20 to 25 parts per 100 of neoprene, naphthenic oils may be used. These have the advantage over aromatic oils of not darkening light-colored vulcanizates or staining contacting surfaces.
- When plasticizing oils are used in greater amounts in order to produce very soft vulcanizates or to accommodate the high amounts of filler used in low-cost compounds, aromatic oils are recommended to insure compatibility.
- Petroleum plasticizers seldom improve the flexibility of a vulcanizate at low temperature.
- Dioctyl sebacate is excellent for this purpose, although many other organic chemicals, mostly high-molecular-weight esters, are widely used.
Flame retarders
antimony trioxide
organic bromine compound
Processing:
- CR in general is available in the chip form.CR can be processed in mill using conventional or upside down technique.
- Add MgO at early stage and not to exceed dump temp of 130° C to prevent undesirable side effects.
- For high quality, low loaded compounds a two stage mixing in recommended with 1 day rest CR with S type shows mill sticking processors may assist in better mill release.
- Reversion not a problem so curing temp of 240°C are possible.
- Stearic acid 0.5-1 phr for CR to improve processing and reduce mill sticking.
- For CR with textile or metal bonding resorcinol type is used but because if scorching effect modified grades of resorcinol diacetate are recommended.
- Blowing agents used in other diene rubber are also suitable for CR.
- Compounding for special requirement.
Physical Properties:
- Polychloroprene vulcanizates possess good physical strength, and with optimum formulations, the level is comparable to that of NR, SBR, or NBR.
- Tear resistance of CR vulcanizates is better than that of SBR. Tear propagation resistance of CR vulcanizates containing active silica may be greater than that of those with natural rubber.
- The compression set of CR is low over a wide range of temperatures from -10 degree C to 145 degree C.
- For CR, testing is commonly run at -10 degree C, the temperature at which optimum crystallization occurs. It is possible to improve the low-temperature compression set to less than 50% at -30 degree C by using the most crystallization resistant CR
- The abrasion resistance of CR is comparable to that of NBR
Abrasion resistance:
To improve the Abrasion resistance N330 or 326 40 parts can be added N326 particularly useful where abrasion resistance is required.
H High Strength at Elevated Temperatures
- Precipitated silica up to 40 parts, preferably with up to 3 parts triethanolamine or other surface-active dispersing aid, is particularly effective in retaining vulcanizate physical properties at temperatures to 200°C short term.
Tear
Resistance
- Sulfur modified grades are good than other grades. They possess excellent flex fatigue resistance with usually adequate compression set resistance.
- Among fillers, precipitated silica with a dispersing aid is the best but other minerals such as silicates and hard clays may also give better tear values than most carbon blacks, at the expense of poorer compression set resistance.
- N326 (HAF-LS) carbon black can give a good balance of tear and set properties provided that good dispersion is achieved,oil addition should be avoided during incorporation of the black.
- Resinous plasticizers such as coumarones or alkyl aromatic, at 5 parts also help achieve optimum tear strength. Natural rubber, 10–20 parts, may also assist but inevitably diminishes oil and ozone resistance.
Electrical Properties
- Neoprene is not normally considered a primary insulating material. To optimize its capabilities, mineral fillers should be specified for their higher insulation resistance and dielectric strength as compared with carbon blacks.
- Platy talcs such as Mistron®Vapor are recommended for dielectric strength.
- Ester plasticizers should be avoided.
- Up to 15 parts naphthenic oil may be incorporated but a hydrocarbon resin, such as Kenflex ®A-1, will optimize insulation resistance.
- Where antistatic properties are essential, incorporation of conductive furnace blacks such as N283 (CF) or N472 (XCF) will achieve this, as in other elastomers
Food Contact
- In order to chose the material for food grade the required safety data sheet and technical data sheet of each base polymer can be referred.
- ETU is not an acceptable accelerator.Alternatives to ETU are chosen. Mixland®+ SD 75 GA F250 in combination with Mixland®+ DPG 80 GA F140 is one of the alternative for Na free solution from arkema group.
Flame resistance
- The inherent self-extinguishing characteristics of all Neoprene grades may be enhanced or diminished by compounding.
- Chlorinated paraffins varying between 40 and 70% combined chlorine contents, solid or liquid, may be used both to plasticize and to increase the available chlorine level.Blends of solid and liquid chlorinated paraffins also reduce sticking tendencies.
- Hydrated alumina enhances self-extinguishing characteristics and raises auto-ignition temperatures. It may be used in combination with carbon blacks to achieve tensile requirements. China clays and calcium silicate are also used but do not have the specific effects of hydrated alumina.
- Other additives to enhance self-extinguishing include antimony trioxide, alone or preferably as a synergistic 3:1 combination with decabromo biphenyl ether
- Magnesium hydroxide finds use as a smoke suppressant.
- Hydrocarbon-based plasticizers and process aids should be avoided or severely restricted since they support combustion.
Building Tack
- Aromatic plasticizers give more tack than naphthenicor ester types.
- Other tack promoters are coumaroneindene resins, especially liquid types, wood rosin and phenolic resins such as Koresin.
- Aromatic oils are more prone to cause troublesome roll sticking than other types.
- As noted under Processing Aids, 3–5 parts high-cis 1,4-polybutadiene can alleviate problems of excessive roll sticking.
- To maintain building tack no dusting agents should be applied to sheeted stocks. Batch-off liners should be nonstick
Adhesion:
- Combination of HAF with 10 phr precipitated silica improve the bond strength Plasticizer - Aromatic oil.
- For direct bonding to non ferrous metals such as brass or zinc may be accomplished without using primer by 1.5 phr of sulphur . In these case ETU derivative should be avoided.
Compression Set resistance:
- For recovery from compression at low temperature the minimum level of water plasticizer such as 10 parts DOS should be used.
Crystallization resistance:
- Inclusion of 1 phr sulphur will retard vulcanization crystallization at he expense of heat aging and compression Set resistance.
High strength at elevated temperature:
- Precipitated silica Upto 40 parts preferably with 3 parts triethanolamine or other surface active dispersing acid is effective.
Vibration Dampening:
- High-mechanical damping is diametrically opposite to the requirements for high resilience. A typical application is machinery mountings in a hot and/or oily environment.
- Appropriate compounds are usually highly filled with soft black, china clay and aromatic oil hence high Mooney Neoprene WHV or WHV-100 or M 100, Y-31 or MH-31 are preferred.
- ETU acceleration is required for practical cure times and minimum creep in service.
Resistan ce to Fun gi and Bac teria
R Rubber articles in
contact with soil for longer periods of time are liable to attack by soil
bacteria and fungi . This can lead to underground cables being destroyed.In
contrast to the majority of other rubber types , CR shows a surprisingly
higher level of resistance to these microorganisms. This resistance can b e
further enhanced the use of fungicides such as Vancide 51Z and a fungus -resistant plasticizer polyether-[di (buto xy-et hoxy-ethyl) formal].
Application:
Vibration damping:
- High-mechanical damping is diametrically opposite to the requirements for high resilience.
- A typicalapplication is machinery mountings in a hot and/or oily environment.
- Appropriate compounds are usually highly filled with soft black, china clay and aromatic oil hence high Mooney Neoprene are indicated.
- ETU acceleration is required for practical cure times and minimum creepin service.
Hoses:
- CR is the classical elastomer for hose covers. Industrial hydraulic hoses, either medium- or high-pressure types, currently contain CR covers.
- For cost reasons,
Molded Goods
- Bellows and seals for various applications, of which axle boots are a typical example are made from CR. The compound is designed to have excellent low temperature, flex, ozone, and weather resistance.
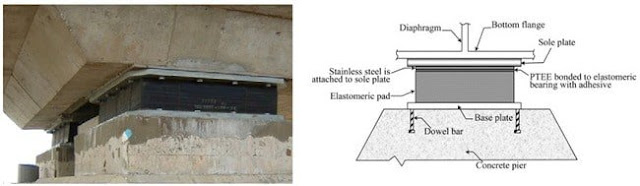
- CR has been used for many years as the elastomer of choice for bearings in machinery and bridges.
Belting
- CR is the dominant elastomer for power trans mission and timing belting.
- Other uses include various industrial belts.
- The compound is designed for excellent flex resistance.
- The polyester fiber is used for good dynamic compression resistance.
- Mining conveyor belts are based on CR where stringent flame retardance requirements must be fulfilled .
- Flame retardant mineral fillers used in combination with a chlorinated wax are recommended along with a Silica filler for abrasion and tear resistance.

Extrusion
- Automotive and building profiles in the hardness range of 50 Shore A to 90 Shore A and sponge pro files have been in use for many years.
- In the construction industry, some CR has been replaced by EPDM for cost reason s; however, CR is still the prefer red polymer if flame retardance and some oil resistance are required.
Wire and Cable
CR is the polymer of choice for cable jacket s in heavy duty applications like transport,mining, welding , and others.Miscellaneous
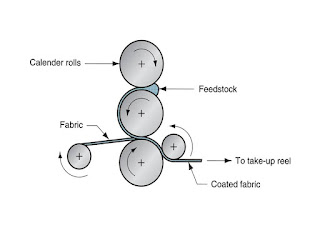
- Some other applications are rollers for the printing and textile industry, coated fabrics, membranes, air bags, tank linings, closed cell sponge surf, and diving suits.
Hoping for an article about elastomeric bearing pads for bridges. Thanks a lot.
ReplyDeleteThis is surely a very good blog, thanks a lot for sharing such nice information here.
ReplyDeleteRubber Extrusion China Manufacturers
rubber extrusion profile
solid rubber extrusion
Thanks for sharing,get an affordable rubber with adhesive with great quality.
ReplyDeleteChloroprene Rubber (CR), also known as chlorobutadiene rubber, is an important diene-based elastomer. The name Neoprene® is a registered trademark of DuPont Performance Elastomers. The commercial grades are mostly trans-1,4-polychloroprene produced by free-radical emulsion polymerization of 2-chloro-1,3-butadiene.
ReplyDeleteAutomobile Cables in Hyderabad
Simply wish to say your article is as astonishing. The clarity in your post is simply great, and I could assume you are an expert on this subject. Same as your blog i found another one Sohman Epoxy .Actually I was looking for the same information on internet for
ReplyDeleteHSC 3300 and came across your blog. I am impressed by the information that you have on this blog. Thanks a million and please keep up the gratifying work.
Here is the details of
ReplyDeleteAll about Chlorinated Paraffin & the Industry. Also Why and how to Choose best Chlorinated Paraffin Manufacturers in India
Heat resistance is a critical factor when choosing the right rubber products, and it's reassuring to know that there are dedicated heat resistance rubber manufacturers in India. Latex, being a versatile material, finds applications in various industries where heat resistance is paramount. These manufacturers play a crucial role in ensuring that their latex-based products can withstand high temperatures, making them suitable for demanding environments. It's great to see Indian manufacturers focusing on quality and innovation in this field to meet the needs of diverse industries.
ReplyDeleteThis article has good content. I appreciate you giving this vital rubber timing belt manufacturers in india information.
ReplyDeleteNice Post!!
ReplyDeletePlease Look Here At Bentonite 90% Exporters
Nice Post!!
ReplyDeletePlease look here at Kerosene Exporters
Rubber Balls Food Grade - Namrata Rubber is one of the leading food-grade rubber ball manufacturers and suppliers in Mumbai, India. We make rubber balls from silicone, natural rubber, neoprene, nitrile, or Viton. Our balls are of the highest quality, and they play an indispensable role in industries.
ReplyDeleteNice Post!!
ReplyDeletePlease look here at diesel suppliers in UAE
Nice Post!!
ReplyDeletePlease look here at best urea exporters
Nice Post!!
ReplyDeletePlease look here at Automotive Grade Urea Manufacturers
Excellent read. Businesses looking for a trusted Anti Vibration Rubber Pads Manufacturer in India should explore Unick Vibration for quality products designed to enhance machine performance and workplace safety.
ReplyDelete