Hose machinery
A large variety of hose constructions are produced by
the
rubber industry for a wide
range of applications. To contain transported liquids, usually
under pressure, it is necessary
to reinforce
the hose construction with fabric, yarn or
short fibres to constrain
expansion of the
rubber. Although hand-built construction using
fabric still represents a proportion of the production, it is also very common to use yarns
either braided or knitted directly onto the hose
liner. For heavy duty purposes it is also necessary to use wire, in a
braided form, to either reinforce
or protect the hose
from external damage. Use of
short
fibres as
reinforcement represents
a
small proportion
of hose production and requires
specialised dies for extrusion
to orientate the fibres circumferentially.
Braiding Machineries
 Braiding of rubber products,
i.e., hoses, can be with either yarns produced from cotton or synthetic fibres, or metals,
depending on the use of the hose. The principles of use of the braider
are the same
for both types of filaments. The yarns are laid down from the braiding machine in a similar manner
to that of a maypole, the cross-over angle of the braid is critical
to the stability of the hose in use. The correct angle of cross-over for the yarns,
known
as the Neutral Angle, is at 54 degrees to the axis. Angles greater than 54 degrees will cause the hose to grow longitudinally
under pressure. A braiding angle of less than 54 degrees will cause the hose to grow in diameter.
Braiding of rubber products,
i.e., hoses, can be with either yarns produced from cotton or synthetic fibres, or metals,
depending on the use of the hose. The principles of use of the braider
are the same
for both types of filaments. The yarns are laid down from the braiding machine in a similar manner
to that of a maypole, the cross-over angle of the braid is critical
to the stability of the hose in use. The correct angle of cross-over for the yarns,
known
as the Neutral Angle, is at 54 degrees to the axis. Angles greater than 54 degrees will cause the hose to grow longitudinally
under pressure. A braiding angle of less than 54 degrees will cause the hose to grow in diameter.
Braiding hoses with wires to resist high
burst pressures or for external
protection is common, using
a braiding machine. The wires used, usually of steel, will be either zinc- or brass-coated to achieve
adhesion during vulcanisation. The gauge of the wire and its tensile
properties will be matched to the expected service demands for the hose.
The bobbins
of the braiding machine are loaded with the appropriate number of wire filaments to achieve the desired structure.
Braiding machines
are
of two
basic types vertical
and horizontal
and both
find application depending upon the
type of hose being manufactured.
 Vertical hose Braiding
Vertical hose Braiding
 Horizontal Hose Braiding
Horizontal Hose Braiding


Wire/Bobbin Winders
As with reinforcing textile cords it may be necessary
to rewind treated wire from production spools to smaller unit spools for specific machines, such as braiders.

Knitting Machines

Knitting Machines
There are two types of knitting used in rubber product construction, i.e., warp knitting and weft knitting.
Warp
Knitting
The basic stitch produced
in warp knitting is the chain stitch.
The yarn is looped around the needle stem and another loop of the yarn is formed in the hook of the needle and is then pulled through the first
loop, itself then becoming the loop held on the needle shaft, whilst another
loop is formed in the hook. In this way
a chain of interlaced loops is formed. By displacing every other loop onto the next
needle, the chains of interlaced
loops are linked together to form
the simple knotted tricot
structure. If one of the yarn loops become broken in this type of fabric then the whole fabric, in the line of the yarn, will ‘unzip’. This problem can be overcome by displacing the throw of the stitches.



Weft Knitting
In this method the looping yarn runs transversely to
the length of the fabric. Loops are formed on a row
of needles and the next loops are caught in the hooks of the needles and then drawn through the first loops. Weft knitting machines normally give a circular
product and can be used to form the
reinforcement continuously around an extruded
hose liner. Weft knitted fabric is very flexible, having high
tear resistance, and is used in many types of hose structures for vehicle applications.
These fabrics can be applied in the hand-built construction of hoses in a spiral form at an angle to
the axis of the hose. The knitted fabric can also be produced
directly onto the surface
of the inner liner of a hose and subsequently
be covered with the outer cover compound by a cross-head
extrude.

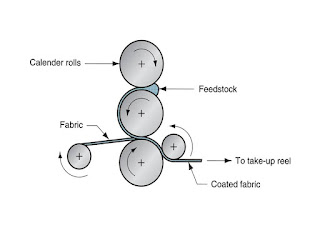
Hose Builders

Hose Builders
Hose may be hand built using
a three roll wrapping machine. The centres of the three rolls form an
equilateral triangle. The hose during construction sits on the junction
between the two lower rollers
and pressure is exerted to consolidate
the composite by the upper movable roller.
An extruded inner liner, after fitting
to a solid inner mandrel, is placed
into the machine between
the rollers and then the various layers
of rubber coated or resorcinol-formaldehyde-latex treated, fabric are applied
in a spiral form, with overlap. Once the reinforcement layers have been added the cover rubber is applied and a cloth, usually
nylon, is spirally wrapped
around the constructed hose using the roller system. The hose can undergo vulcanisation process.

Comments
Post a Comment