Rubber lining
RUBBER LINING:
Rubber lining is a rubber sheet or membranes
used for protection from corrosion in aggressive chemical environments. There
are several rubber Lining applications some of which include resistance to
acid, chemicals and alkalis, abrasion resistance, infect protection
Types of Rubber for
Linings
· Natural Soft Rubber Linings
· Hard Rubber Linings
· Synthetic Rubber Linings
Various Synthetic rubbers like chloprene rubber, butyl rubber, and
hypalon rubber are used for making these types of rubber lining.
Both the types of
rubber- natural Rubber and Synthetic rubber - are used for making different varieties of rubber linings. The
type of rubber depends upon the purpose and application of rubber lining.
Natural soft rubber linings are usually made from various types of poly soft rubber. These types of rubber have such characteristics as low hardness, high resilience, and flexibility.
They are abrasion
resistant linings capable of absorbing and repulsing the impact of abrasive
forces of material handled. They are suitable for slurry tank lining, pipe
lining, pump lining etc. Natural soft rubber linings are also used for
pickling tanks, storage tanks resistance to hydrochloric acid and sulphuric
solutions.
Hard rubber linings are generally made from various types of poly hard rubber. They are chemical resistant linings with good flexibility and high impact resistance. Some of them are graphite based rubber linings having excellent chemical resistance at high temperatures and some others are exhaust steam vulcanized rubber linings that are suitable for lining vessels, which can't be cured with pressurized steam. These various types of hard rubber linings are suitable for storage tanks, reactors, plants which use ion exchange membrane process, pipes at high operating temperatures etc.
Butyl Rubber
Lining- ButylRubber has excellent chemical resistance at
high temperatures. These rubber linings are also very durable due to the
inherent low vapor permeability. Butyl rubber linings are, therefore, good for
use in vessels, pipes for acid plants, FGD, hypochloride storage and
transport.
Chlorobutyl Rubber Lining- Chlorobutyl rubber linings made of chlorobutyl have properties similar to butyl rubber lining but are more easier to apply. They have heat resistance upto 200°F. These linings are unaffected by cold weather or rapid temperature changes.
Hypalon Rubber Lining- These types of rubber linings are based on chloro sulphanated polyethylene rubber having superb chemical resistance to oxidizing acids at high concentrations. Hypalon rubber linings are also available in pre vulcanized form. They are good to be used in vessels, pipes for high acid concentration, and hypo chlorite service.
EPDM Rubber Lining- EPDM rubber has high tensile strength along with excellent resistance to punctures, UV radiation, weathering and microbial attack. As it is highly flexible material with a low co-efficient of thermal expansion and contraction, EPDM lining can be applied in a wide range of temperatures and terrains. These characteristics of EPDM rubber not only makes it suitable for linings but also for rubber Coating As far as EPDM rubber linings are concerned, they are suitable for all types of pond lining such as decorative ponds, golf course ponds, irrigation ponds as well as other water features like lakes & streams, canals and channels, reservoirs etc. They are also suitable for lining in landfill caps, waste water treatment facilities, and fish hatcheries.
Rubber Lining
Application
Once the proper rubber
for a given application is chosen, it is applied in five basic steps:
1. Prepare the surface for
rubber application, usually by solvent cleaning, and blast
cleaning
to remove all contamination, and to roughen the surface for better
adhesion.
2. Apply
the adhesive system to the surface to be lined. The adhesive may be a single
coat or a multi coat system.
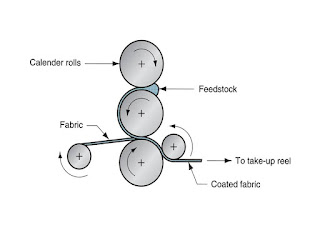
3. Apply
cut to fit rubber sheets to the surface using rollers and stitchers to press
out air
pockets
and to press the sheet into the adhesive.
4. Cure,
or vulcanize the rubber lining by steam in an autoclave, exhaust steam, or by
chemical application to the rubber surface.
5. Inspect
visually for bubbles or blisters, and for pinholes using a high voltage holiday
spark
tester.
A
rubber covering it lining may be attached to various kinds of surfaces such as
following
Ordinary steel:
This is the most widely used material for lined containers. the normal working adhesion between rubber and steel is around 500 psi.
Stainless steel:
As the percentage of bucket in stainless steel alloys increase the adhesion it is possible to obtain between rubber and alloy decreases.The percentage of chromium in the alloy is not particularly important with respect to adhesion.
Aluminum:
Rubber lining do not
adhere to aluminum so well as to steel.
Brass:
Containers made of
various kinds if brass but the demand for such construction has been small.
Rubber can be bonded to brass having copper percentages runnings from 70 to 80
but the lining materials mist be specially compounded.
Products commonly lined:
Typical industrial equipment that
are commonly lined with rubber include railway tank cars, chemical storage
tanks, pickling tanks, playing tanks, pipes for carrying chemicals etc.
Lining materials factors:
The selection of the
lining materials may depend on several factors such as chemical resistance,workability
of compound, cost and temperature to be encountered.
Vulcanization
Vulcaniziation a
critical stage of processing is necessary to enhance the performance properties
a critical stage of processing is necessary to enhance the performance
properties of raw
compounded rubber
through cross linking of its molecular structure.
organic peroxides or
sulphur that are mixed into the raw rubber base. The cross linking process
is called “vulcanization (to over-vulcanization on prolonged
heating).
AUTOCLAVE CURE
This method involves
placing the object(s) to be covered or lined with rubber inside a pressure
vessel called an autoclave. A controlled and continuous flow of steam from a
boiler is introduced into the vessel. At the start of the process, air is
purged from the autoclave. The temperature and pressure is carefully monitored.
Because an autoclave offers the best form of control over the vulcanization
process, it offers the greatest potential for producing uniform and
high-quality products. However, to achieve these goals, it is recommended that
the autoclave be equipped with precise controls for air pressure and
steam.
Variations in steam
pressure and temperature will lead to undesirable anomalies in the cured
rubber. Once started, an autoclave cure should never be interrupted. Prompt
cool-down at the termination of cure is also important. Proper cool-down of the
autoclave will prevent post-curing and preclude the possibility of blistering
and cracking hard rubbers.
While autoclaves can
offer precise management of the vulcanization process, they are size-limited.
Large tanks, water boxes, and other process equipment cannot fit inside. Rubber
applied to these units must be vulcanized by other means.
INTERNAL STEAM CURE
Internal steam pressure
vulcanization is used on vessels that are designed to operate at elevated
pressures and are too large to be placed in an autoclave. By this method, units
can be installed and the linings cured in place. Internal curing should be accompanied
by the installation of drains and traps to collect steam condensate. Recording
thermometers and pressure gauges installed near the bottom of the vessel are
used to monitor the process. Blind flanges should be installed at other
openings.
Bottom outlets should
initially be left open to purge the vessel of air. Boiler capacity should be
sufficient to raise the temperature from ambient to cure in a relatively short
period. Long runs of uninsulated pipe between the boiler and lined vessel
should be avoided. Once started, the vulcanization process should not be
interrupted. Once the endpoint of the cure is reached, the vessel is cooled
down by the introduction of air. Any steam-induced curing cycle should include
an appropriate vacuum-break device to prevent a vacuum collapse of the vessel.
ATMOSPHERIC STEAM CURE
Atmospheric steam is
normal used for field vessels that have open tops or bottoms, or cannot
withstand elevated pressures. With the case of open tanks, suitable
temperature-resistant, steam-tight covers must be fabricated for all openings.
Steam is introduced through an insulated steam line through a piping connection
or opening in the top of the vessel. Provisions must be made to drain all
condensate that collects at the tank bottom. Other outlets should be closed
with blind flanges drawn up to within 1/32” of the flange rubber.
Vulcanization at
atmospheric pressure will allow entrapped air under linings to form blisters.
Some procedures call for a pre-cure steaming period of one hour, followed by an
internal inspection of the tank to located and repair spontaneous blisters. In
this method, entrapped air is removed by deflating the blister with a
hypodermic needle and applying a small patch of uncured rubber. The
vulcanization process then proceeds to completion.
AMBIENT (CHEMICAL) CURE
Rubber is cured at
ambient temperatures when heat cannot be applied to surfaces to achieve
vulcanization. The method is most commonly used when patches must be applied to
vulcanized rubber surfaces. A chemical cure may also be used when surfaces like
flanges will be shielded from steam exposure.
These methods expose the
raw rubber to a sulphur-bearing chemical for a sufficient period to complete
cure. The chemicals include carbon disulfide and sulphur dichloride. They are
used as either a solution applied to the rubber surface or vapour form.
Vulcanization is accomplished in periods of up to one week. If the vessel will
operate at temperatures of up to 150ºF, the chemical cure can be shortened.
SELF VULCANIZED (COLD
BOND)
In the case of some
on-site rubber linings where other curing methods are impractical, self
vulcanized rubber sheets have been developed. The rubber in these sheets,
specific soft rubber mixtures commonly used with a partial cured polychloroprene
bottom layer for greater adhesion strength. These linings are ideal for
chemical and high abrasion patch repair work. Self-vulcanized sheets can also
be stored indefinitely, and installed as fully vulcanized linings. As such,
they will be immediately resistant to the operational environment.
INSPECTING RUBBER LINING
WORK
Inspection before Lining
Surfaces to be covered
with rubber should be cleaned by abrasive blasting to achieve a cleanliness
equivalent to Steel Structures Painting Council Specification SSPC SP-5, “White
Metal Blast Cleaning”. The cleaned surfaced should have a minimum surface profile
of 2 mils. The surfaces to be coated should be free of all oil, grease, mill
scale, rust, corrosion products,
oxides or other foreign
matter. Primer should be applied immediately after cleaning and before any
visible surface oxidation has occurred. Precautions must also be taken to avoid
condensation when applying primers and cements to metallic surfaces. No
operations should be conducted when the metal temperature is within 5ºF of the
dew point.
Inspection During Lining
Operations
The installation of a
rubber lining system involves a series of steps. Each one requires surveillance
to ensure that the specification representing the manufacturer’s
recommendations is being followed. Liquid primers-used to prepare the metal
surface, and liquid cements-to create an adhesive bond at the metal-rubber
interface, and rubber-rubber interfaces, are generally applied by hand brush.
Different rubber systems require different primers and cements. Separate
brushes and rollers should be maintained for each type of primer and cement
used in the installation. In this work, the sequence of application, drying
time and selection of the mating surfaces are critical to the success of the
work. The manufacturer’s recommendations should be diligently enforced.
Joints are usually
necessary in lining work, because many sheet rubber materials are supplied in
widths up to only 48”. Four methods of construction are typically used to join
rubber panels with the selection determined by the type of elastomeric used.
Butt Joint – A joint where the two rubber panels are laid edge to edge without
any tapered mating surface. Butt joints are usually covered
with an additional cap strip.
Lap Joint – A joint where one rubber panel overlays the next. A minimum
overlap of 2” is recommended at the joint.
Skive Joint – A joint where one rubber panel is butted against the next piece.
Skives should be cut at a 45º angle between abutting pieces.
Closed
Skive Joint – A butt joint where a reverse 45º angle cut is
made between the abutting rubber panels. The reverse skive
is the recommended joint for all rubber panels. It is required whenever
multi-layer rubber sheet containing a tie gum is used. The reverse cut allows
the installer to stitch down the cut edge so that the tie gum is protected from
chemical attack.
Stitching is a method of
joining two pieces of uncured rubber. It utilizes a hand-held tool called a
stitching roller. The tool is a narrow wheel with a serrated edge that applies
a continuous line of localized compression points to drive the rubber panel
into the adhesive layer.
Joint construction
should comply with both the specification and the manufacturer’s
recommendations for the rubber product used in the installation.
After the rubber sheet
is applied to the cured cement, it must be rolled tightly against the metal to
remove any trapped air and ensure intimate contact across the metal-rubber
joint. Joints should be examined to verify that the seams are straight and all
edges are stitched down tightly.
Inspection before cure
Immediately following
the application of the rubber to the metallic surfaces. The lining should
receive an inspection to ensure that the following parameters have been met:
The lining should be
checked to assure that the physical dimensions of protected surfaces and the
thickness of linings comply with the requirements of the specification.
Modifications are more easily made before the system has been cured
(vulcanized). Unacceptable areas should be marked with chalk.
Prior to vulcanization,
all lined surfaces should be inspected for blisters, wrinkles, pulls, lifted
edges (bond failures), or surface defects. All splices (joints) in the lining
system should be inspected for integrity and uniformity. Whenever layered
rubber stock is used, stitched-down splices are necessary to protect the tie
gum.
Air trapped under the
rubber sheet should be located and removed. Air bubbles can be located by
lighting the surface from an oblique angle and looking for shadows cast by the
high spots. The air can be released with a hypodermic needle and the site
stitched-down or patched. This step is especially important when atmospheric
cures are used with no applied pressure to force out air or flatten the lining.
The lining should be
examined for pinholes, punctures, and cuts with a high-voltage spark tester.
Both the Rubber Manufacturers Association (RMA) and the American Society for
Testing and Materials (ASTM) have written standards for the spark testing of
elastomeric sheet linings. High frequency, AC-type spark testers, capable
of producing sufficient voltages to achieve proper calibration should be used.
Voltages should comply with those recommended by the rubber manufacturer and will
vary with thickness and rubber type. The inspection voltage range for most
rubbers is between 10,000 and 15,000 volts. Lined tanks should be purged of all
volatile vapours and solvents before high voltage spark testing is applied.
Post Cure Inspection
Following completion of
the vulcanization process, the rubber surfaces should be inspected for signs of
obvious imperfections. These may take the form of loose splices, trapped air
blisters and breaks in the lining.
The hardness of the
cured rubber should be checked with an appropriate durometer in accordance with
a standard test procedure. Durometer (indentation hardness) measurements
should cover the entire rubber surface. One reading per 100 square feet of
surface should be taken and recorded. The measurements should fall within the
tolerances recommended by the
manufacturer’s
specifications for the vulcanized product. Areas of the lining that fall below
the manufacturer’s tolerances should be isolated and cured through localized
exposure to additional hot air or steam.
The rubber surfaces
should again be inspected using a high voltage spark tester that is calibrated
and adjusted in accordance with the rubber manufacturer’s guidelines. Pinholes
and flaws located by spark testing should be repaired in accordance with
specified procedures and vulcanized through exposure to hot air, steam or
infrared lamps. If cold patches are utilized, they should receive an
appropriate chemically induced cure.
Post-Installation
Inspection of Rubber Linings
Periodic inspections of
rubber linings are usually conducted to determine if there are any flaws or
lining anomalies that have developed during the course of operations within
vessels, tanks, pipelines and other lined equipment. Among the areas that can be
investigated are:
Appearance – A visual inspection can be conducted to locate such lining
anomalies as blisters, bubbles, open or loose seams and
patches, pinholes or discolouration. In steel tanks, breaks in the lining are
often associated with corrosion products that cause localized disbondment and
staining.
Hardness – Hardness is measured by using either the Shore “A” or Shore “D”
Durometer on the cured (vulcanized) rubber system. Durometer
measurements can be made to determine if there has been a significant change
from the rubber hardness after vulcanization and before vessel operation. These
could include hardening form overheating or softening form exposure to
aggressive chemical.
Electrical
Integrity - A high voltage inspection can be conducted of
the rubber lined surface. However, such an inspection should
only be made with the concurrence of the rubber manufacturer, using recommended
voltage levels. Some rubber linings that have been in immersion or chemical
service will undergo resistivity changes from absorbed moisture and/or
chemicals. These changes wither preclude the use of high voltage inspection or
require reduced voltages.

https://milanrubber.in/Since Established in the year 2018, at Faridabad (Haryana, India), we, MILAN RUBBER, are known as the most prominent manufacturers, exporters, and suppliers of a comprehensive assortment of Rubber Pipe, Rubber Cord, Tube, and Rubber Products such as EPDM, UPVC Section Rubber, and more. Our product range includes Glass Rubber Beadings, Industrial Rubber Beadings, and Rubber Beadings, all fabricated using premium quality raw materials and advanced technology, in accordance with international standards.We are the best EPDM Rubber Cord Supplier in USA. https://milanrubber.in/contact-us/
ReplyDelete